

హైడ్రాలిక్ సిలిండర్ యొక్క నామమాత్రపు పీడనం ఏకపక్షంగా సెట్ చేయబడదు. ఇది సిలిండర్ బారెల్ పదార్థం యొక్క దిగుబడి బలం, గోడ మందం నిర్మాణం మరియు సీల్స్ యొక్క బేరింగ్ పరిమితి ఆధారంగా సమగ్రంగా లెక్కించబడుతుంది. ప్రామాణిక సాధారణ నమూనాల నామమాత్రపు ఒత్తిడి 16MPa ప్రాథమిక డిజైన్ విలువగా తీసుకుంటుంది.
ఈ పరామితి సాధారణ కార్బన్ స్టీల్ సిలిండర్ బారెల్స్, స్టాండర్డ్ పాలియురేతేన్ సీల్స్ మరియు సాంప్రదాయిక గైడ్ స్ట్రక్చర్ల యొక్క సురక్షిత బేరింగ్ పరిమితితో సరిపోతుంది మరియు నిర్మాణ యంత్రాలు మరియు ట్రైలర్ హైడ్రాలిక్ సిస్టమ్లకు అత్యంత సాధారణ ఎంపిక ప్రమాణంగా కూడా పనిచేస్తుంది. వాస్తవ ఆపరేషన్లో, తక్షణ ప్రభావ పీడనం నామమాత్రపు ఒత్తిడిని క్లుప్తంగా అధిగమించడానికి అనుమతించబడుతుంది, అయితే దీర్ఘకాలిక నిరంతర పని ఒత్తిడి రేట్ చేయబడిన విలువలో 85% మించకూడదు. అంతర్గత లీకేజీ, వేగవంతమైన సీల్ వృద్ధాప్యం మరియు సిలిండర్ బారెల్ వైకల్యాన్ని నివారించడానికి ఇది ప్రధాన రూపకల్పన సూత్రం.
దీర్ఘకాలిక అధిక-రేటెడ్ ఒత్తిడి పరిస్థితులలో, సిలిండర్ బారెల్ లోపలి గోడ కొద్దిగా సాగే వైకల్యాన్ని ఉత్పత్తి చేస్తుంది మరియు గైడ్ స్లీవ్ మరియు పిస్టన్ రాడ్ మధ్య సరిపోలే గ్యాప్ మారుతుంది, ఇది 0.02-0.03mm యొక్క అసలు ఖచ్చితమైన సహనాన్ని దెబ్బతీస్తుంది.
గ్యాప్ పెరిగినప్పుడు, హైడ్రాలిక్ ఆయిల్ యొక్క పార్శ్వ ప్రవాహం తీవ్రమవుతుంది మరియు పిస్టన్ రింగ్ అసమాన శక్తిని కలిగి ఉంటుంది, ఇది క్రమంగా పాక్షిక దుస్తులు ధరించడానికి దారితీస్తుంది. తరువాతి దశలో, అంతర్గత లీకేజీ, తగినంత ట్రైనింగ్ ఫోర్స్ మరియు వేగవంతమైన లోడ్ పరిష్కారం వంటి సాధారణ లోపాలు సంభవిస్తాయి, ఇవి ఆన్-సైట్ పరికరాలలో తరచుగా హైడ్రాలిక్ వైఫల్యాలకు ప్రధాన కారణాలు.
20℃–30℃ పరిసర ఉష్ణోగ్రత అనేది సీల్ మెటీరియల్ డిజైన్కు సరైన సరిపోలిక పరిధి. పాలియురేతేన్ మరియు నైట్రైల్ రబ్బరు సీల్స్ కాఠిన్యం, సాగే కుదింపు మరియు చమురు నిరోధకతలో ప్రామాణిక విలువలను నిర్వహిస్తాయి.
ఈ పరిస్థితిలో, సీలింగ్ పెదవి సిలిండర్ గోడతో సమానంగా సరిపోతుంది మరియు స్థిరమైన ప్రీలోడ్ను ఉంచుతుంది, అసాధారణమైన దుస్తులు మరియు వైకల్యం లేకుండా చాలా కాలం పాటు స్థిరమైన ఆయిల్ సీలింగ్ పనితీరును నిర్వహిస్తుంది.
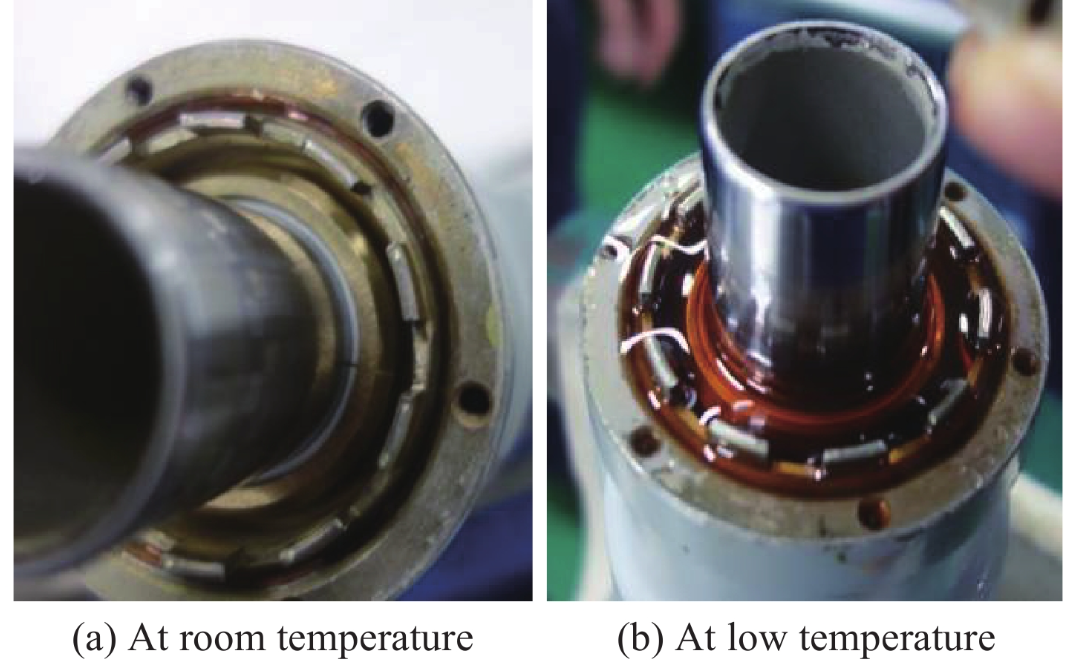
ఉష్ణోగ్రత -15℃ కంటే తక్కువగా పడిపోయినప్పుడు, అధిక కాఠిన్యం మరియు తక్కువ మొండితనంతో సీలింగ్ పదార్థాల పరమాణు కార్యకలాపాలు తగ్గుతాయి. సీలింగ్ పెదవి యొక్క యుక్తమైన వశ్యత బలహీనంగా మారుతుంది మరియు తక్కువ-ఉష్ణోగ్రత లీకేజీకి ప్రధాన కారణం ఇది చిన్న చిన్న ఖాళీలను అనుకూలమైనదిగా భర్తీ చేయదు.
40℃ కంటే ఎక్కువ దీర్ఘకాలిక ఆపరేషన్ హైడ్రాలిక్ ఆయిల్ ఆక్సీకరణను వేగవంతం చేస్తుంది మరియు ఘర్షణ మలినాలను ఉత్పత్తి చేస్తుంది. ఇంతలో, సీల్స్ వయస్సు మరియు తగ్గిన స్థితిస్థాపకతతో వేగంగా గట్టిపడతాయి, క్రమంగా నిరంతర స్వల్ప లీకేజీకి కారణమవుతుంది మరియు మొత్తం కార్యాచరణ స్థిరత్వాన్ని ప్రభావితం చేస్తుంది.
పిస్టన్ రాడ్లపై హార్డ్ క్రోమ్ ఎలక్ట్రోప్లేటింగ్ అనేది ఒక ప్రామాణిక పరిశ్రమ రక్షణ ప్రక్రియ. అధికారికంగా ఉత్పత్తి చేయబడిన ఉత్పత్తుల కోసం, ప్లేటింగ్ మందం ఖచ్చితంగా 0.08mm-0.12mm లోపల నియంత్రించబడుతుంది.
చాలా సన్నని లేపనం ఇసుక ఘర్షణ మరియు తుప్పుకు తగిన ప్రతిఘటనను అందించడంలో విఫలమవుతుంది, ఫలితంగా బహిరంగ పని పరిస్థితుల్లో తక్కువ సమయంలో గీతలు మరియు తుప్పు మచ్చలు ఏర్పడతాయి. విపరీతమైన మందపాటి లేపనం అంతర్గత ఉపరితల ఒత్తిడిని పెంచుతుంది మరియు పై తొక్కకు కారణమవుతుంది, ఉపరితల మృదుత్వాన్ని దెబ్బతీస్తుంది మరియు సీల్ వేర్ను వేగవంతం చేస్తుంది.

పూర్తయిన పిస్టన్ రాడ్ల ఉపరితల కరుకుదనం Ra0.2-Ra0.4μm వద్ద నియంత్రించబడుతుంది. ఈ ఖచ్చితత్వం తక్కువ-ఘర్షణ టెలిస్కోపిక్ కదలిక యొక్క డిమాండ్ను కలుస్తుంది మరియు ఉపరితలంపై మైక్రో బర్ర్స్ వల్ల ఏర్పడే సీలింగ్ పెదవిని గీతలు పడకుండా చేస్తుంది.
మితిమీరిన అధిక కరుకుదనం నిరంతరంగా మైక్రోస్కోపిక్ ప్రోట్రూషన్స్ ద్వారా ముద్రను ధరిస్తుంది; అయితే మితిమీరిన మృదువైన ఉపరితలం చమురు నిల్వ సామర్థ్యాన్ని తగ్గిస్తుంది మరియు స్థిరమైన ఆయిల్ ఫిల్మ్ను రూపొందించడం కష్టతరం చేస్తుంది, పొడి రాపిడి ప్రమాదాన్ని పెంచుతుంది మరియు సీలింగ్ భాగాల సేవా జీవితాన్ని తగ్గిస్తుంది.
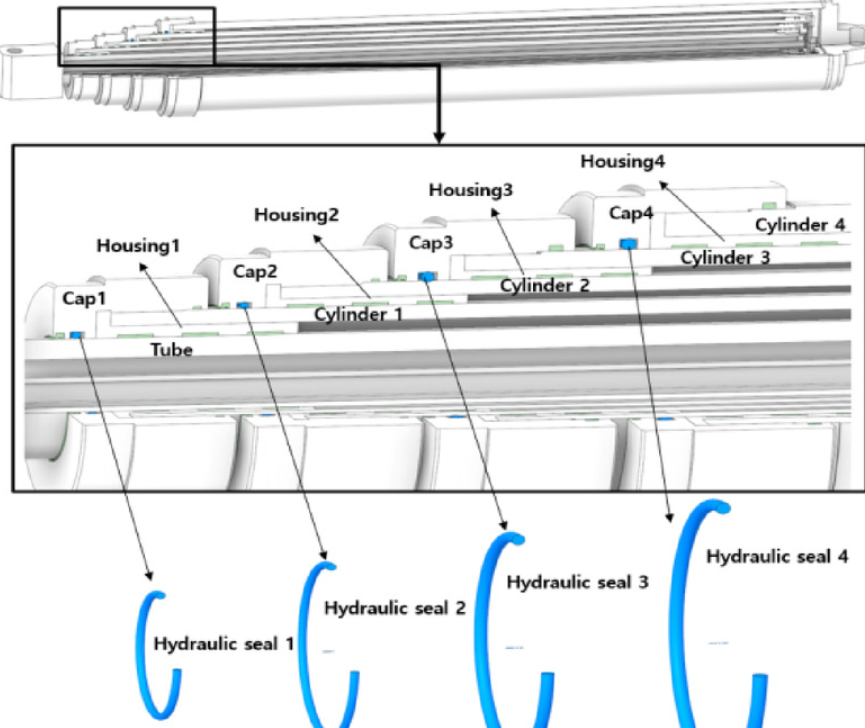
బహుళ-దశల హైడ్రాలిక్ సిలిండర్లు స్ట్రోక్లో స్వాభావిక నిర్మాణ వ్యత్యాసాలను కలిగి ఉంటాయి, ప్రభావవంతమైన నటన ప్రాంతం మరియు ప్రతి దశ యొక్క చమురు పాసేజ్ వ్యాసం. సింక్రోనస్ ఆప్టిమైజేషన్ డిజైన్ లేని మోడల్లు ఫుల్-స్ట్రోక్ టెలిస్కోపిక్ ఆపరేషన్ సమయంలో స్థాన విచలనాన్ని ఉత్పత్తి చేస్తాయి.
మెషినింగ్ కోక్సియాలిటీ, గైడ్ స్లీవ్ క్లియరెన్స్ మరియు ఆయిల్ ఫ్లో డిస్ట్రిబ్యూషన్ అనే మూడు ప్రధాన ప్రక్రియ కారకాలు బహుళ-దశ సిలిండర్ల సమకాలీకరణ ఖచ్చితత్వాన్ని నిర్ణయిస్తాయి.
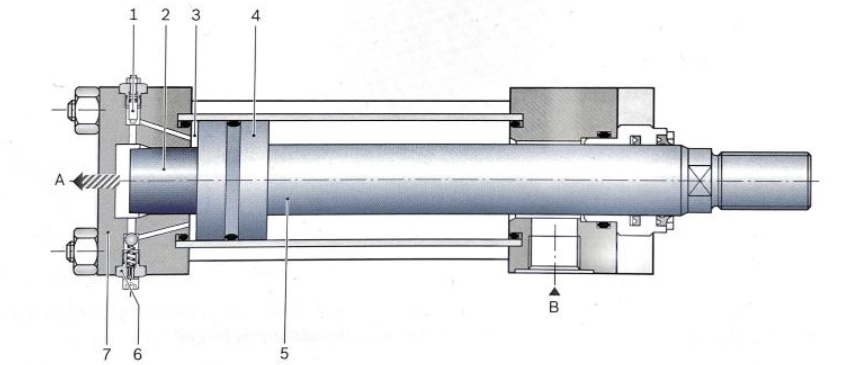
రెండు చివర్లలో అంతర్నిర్మిత బఫర్ థొరెటల్ నిర్మాణాలుహైడ్రాలిక్ సిలిండర్లుపిస్టన్ మరియు ముగింపు కవర్ మధ్య దృఢమైన ప్రభావాన్ని నివారించడం, థొరెటల్ కక్ష్యల యొక్క డంపింగ్ ప్రభావం ద్వారా స్ట్రోక్ చివరిలో హైడ్రాలిక్ ఆయిల్ ప్రవాహం రేటును తగ్గించడం.
సహేతుకమైన బఫర్ డిజైన్ స్టార్ట్-స్టాప్ ప్రభావాన్ని బలహీనపరుస్తుంది, మొత్తం పరికరాల వైబ్రేషన్ను తగ్గిస్తుంది మరియు వెల్డింగ్ సీమ్స్ మరియు మౌంటు బ్రాకెట్ల అలసట నష్టాన్ని తగ్గిస్తుంది. వాహనం-మౌంటెడ్ ట్రైనింగ్, పోర్ట్ మెషినరీ మరియు వ్యవసాయ హెవీ డ్యూటీ పరికరాలు వంటి అధిక-ఫ్రీక్వెన్సీ స్టార్ట్-స్టాప్ దృశ్యాలకు ఇది ప్రత్యేకంగా సరిపోతుంది.
పరిశ్రమ ఖచ్చితత్వ అసెంబ్లీ ప్రమాణంలో, గైడ్ స్లీవ్ మరియు పిస్టన్ రాడ్ మధ్య అసెంబ్లీ క్లియరెన్స్ 0.02mm–0.03mm వద్ద స్థిరంగా నియంత్రించబడుతుంది.
ఉష్ణోగ్రత పెరిగినప్పుడు థర్మల్ విస్తరణ కారణంగా చాలా చిన్న క్లియరెన్స్ జామింగ్ మరియు అన్స్మూత్ టెలిస్కోపిక్ కదలికను కలిగిస్తుంది; మితిమీరిన క్లియరెన్స్ పిస్టన్ రాడ్ యొక్క రేడియల్ షేకింగ్ను పెంచుతుంది, ఇది సాంద్రీకృత విపరీత భారం మరియు ఏకపక్ష దుస్తులకు దారితీస్తుంది, తద్వారా మొత్తం నిర్వహణ చక్రం తగ్గిపోతుంది.
సిలిండర్ బారెల్, ఎండ్ కవర్, గైడ్ స్లీవ్ మరియు పిస్టన్ రాడ్ యొక్క అసెంబ్లీ కోక్సియాలిటీ తయారీ మరియు అసెంబ్లీలో కీలకమైన నియంత్రణ స్థానం.
అధిక కోక్సియాలిటీ విచలనం కలిగిన హైడ్రాలిక్ సిలిండర్లు చాలా కాలం పాటు అసాధారణ శక్తితో పనిచేస్తాయి, ఏకపక్ష సీల్ దుస్తులు మరియు స్థానిక సిలిండర్ గోడ స్క్రాచ్ సంభావ్యతను బాగా పెంచుతాయి. అదే స్పెసిఫికేషన్ ఉత్పత్తుల మధ్య స్పష్టమైన సేవా జీవిత వ్యత్యాసాలకు ఇది ఒక ముఖ్యమైన సాంకేతిక కారణం.



