ముందుమాట
నిర్మాణ యంత్రాలపై 90% హైడ్రాలిక్ లీకేజీ అకాల చమురు ముద్ర వైఫల్యం నుండి వస్తుంది. తక్కువ సీల్ ధర పనికిరాని సమయం మరియు కాంపోనెంట్ వేర్ నుండి భారీ నష్టాలకు దారితీస్తుంది. ఈ కథనం ISO సీలింగ్ ప్రమాణాలు, CE అసెంబ్లీ నియమాలు మరియు మైనింగ్, పారిశుధ్యం మరియు నిర్మాణ విమానాల యొక్క వాస్తవ నిర్వహణ డేటాను మిళితం చేస్తుంది, మెకానిక్స్ మరియు ఫ్లీట్ మేనేజర్ల కోసం సాధారణ చర్య చేయగల పరిష్కారాలతో 10 సాధారణ వైఫల్య కారణాలను జాబితా చేస్తుంది.
I. అసెంబ్లీ లోపాలు (42% వైఫల్యాలు)
1.1 షార్ప్ బర్ర్స్ & పేలవమైన షాఫ్ట్ చాంఫర్
- పదునైన షాఫ్ట్ అంచులు ఇన్స్టాలేషన్ సమయంలో సీల్ పెదాలను కత్తిరించి నెమ్మదిగా లీకేజీకి కారణమవుతాయి.
- ప్రామాణికం: 15°-30° చాంఫెర్, షాఫ్ట్ కరుకుదనం Ra≤0.8μm.
- పరిష్కరించండి: అసెంబ్లీకి ముందు అన్ని షాఫ్ట్ అంచులను పోలిష్ చేయండి.
1.2 ఓవర్-స్టాండర్డ్ అసెంబ్లీ టాలరెన్స్
- అర్హత లేని షాఫ్ట్ పరిమాణం పెదవిని ముందుగా బిగించే శక్తిని విచ్ఛిన్నం చేస్తుంది.
- డేటా: సహనం 0.08 మిమీ కంటే ఎక్కువగా ఉంటే సేవా జీవితం 70% పడిపోతుంది.
- పరిష్కరించండి: అమర్చడానికి ముందు మైక్రోమీటర్లతో షాఫ్ట్లను కొలవండి.
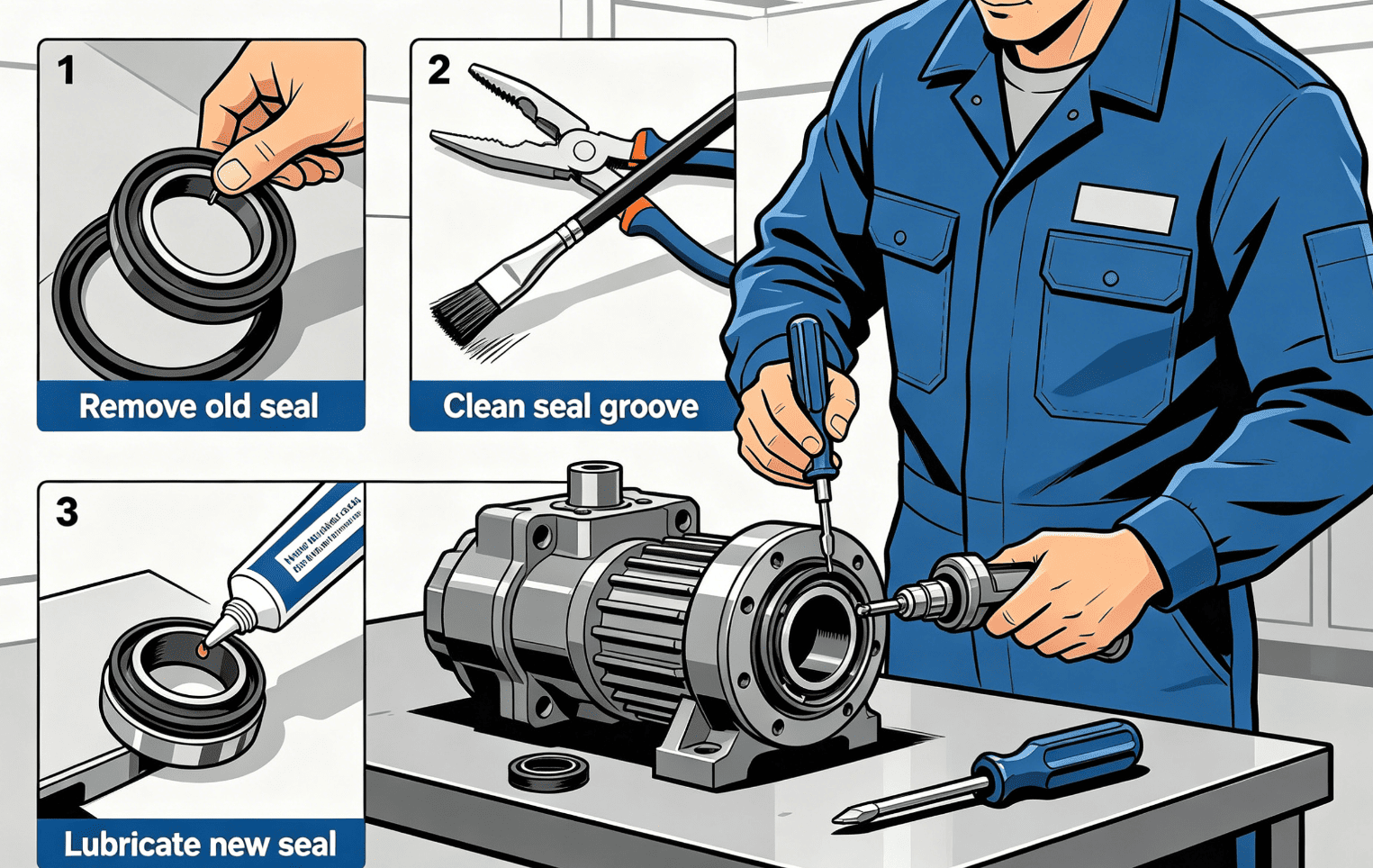
1.3 ప్రత్యేక ఉపకరణాలు లేకుండా కఠినమైన సంస్థాపన
- సుత్తి కొట్టడం సీల్ మెటల్ అస్థిపంజరాన్ని వికృతం చేస్తుంది.
- ప్రామాణికం: ప్లాస్టిక్ ప్రెస్ స్లీవ్లను ఉపయోగించండి మరియు సీల్ లిప్లను లూబ్రికేట్ చేయండి.
II. షాఫ్ట్ ఉపరితల నష్టం (21% వైఫల్యాలు)
2.1 షాఫ్ట్లపై గీతలు & వృత్తాకార పొడవైన కమ్మీలు
- అధిక-ప్రమాద యంత్రాలు: ఎక్స్కవేటర్లు, మైనింగ్ ట్రక్కులు.
- పరిష్కరించండి: కోట్ చిన్న పొడవైన కమ్మీలు; తీవ్రంగా గీయబడిన పిస్టన్ రాడ్లను భర్తీ చేయండి.
2.2 అధిక షాఫ్ట్ రేడియల్ రనౌట్
- అసమతుల్య ఘర్షణ స్థానిక వేడెక్కడం మరియు ఒక-వైపు లీక్లను సృష్టిస్తుంది.
- ప్రామాణికం: షాఫ్ట్ రేడియల్ రనౌట్ ≤0.05mm.
III. అసాధారణ చమురు ఉష్ణోగ్రత (16% వైఫల్యాలు)
3.1 దీర్ఘకాలిక అధిక హైడ్రాలిక్ చమురు ఉష్ణోగ్రత
- NBR సీల్స్ 90℃ కంటే త్వరగా పగులగొడతాయి. నిరోధించబడిన కూలర్లు ఉష్ణోగ్రతను 110℃ కంటే ఎక్కువ పెంచుతాయి.
- పరిష్కరించండి: క్లీన్ రేడియేటర్లు; అధిక-ఉష్ణోగ్రత మైనింగ్ యంత్రాల కోసం FKM సీల్స్ ఉపయోగించండి.
3.2 తక్కువ ఉష్ణోగ్రత చల్లని ప్రారంభం నష్టం
- సాధారణ రబ్బరు చల్లని వాతావరణంలో గట్టిపడుతుంది మరియు ప్రారంభంలో సీల్ చేయడంలో విఫలమవుతుంది.
- పరిష్కరించండి: ప్రీహీట్ పరికరాలు 3-5 నిమిషాలు; తక్కువ-టెంప్ సవరించిన NBR ముద్రలను స్వీకరించండి.
IV. సరిపోలని & క్షీణించిన హైడ్రాలిక్ ఆయిల్
4.1 సీల్ మెటీరియల్ హైడ్రాలిక్ ద్రవంతో అనుకూలంగా లేదు
- NBR సింథటిక్ హైడ్రాలిక్ ఆయిల్తో ఉబ్బుతుంది మరియు బిగుతును కోల్పోతుంది.
- నియమం: మినరల్ ఆయిల్ కోసం NBR; సింథటిక్ & ఫైర్ రెసిస్టెంట్ ఆయిల్ కోసం FKM.
4.2 డర్టీ & ఆక్సిడైజ్డ్ హైడ్రాలిక్ ఆయిల్
- ఆమ్ల క్షీణించిన నూనె రబ్బరును క్షీణిస్తుంది; మలినాలను మెత్తగా ముద్ర పెదవులు.
- నియమం: ప్రతి 2000 పని గంటలకు చమురు మరియు ఫిల్టర్లను భర్తీ చేయండి.
V. ఓవర్లోడ్డ్ వర్కింగ్ ప్రెజర్
5.1 తక్షణ అధిక పీడన ప్రభావం
- రాక్ బ్రేకింగ్ లేదా ట్రైనింగ్ సీల్ పెదాలను విచ్ఛిన్నం చేసే ఒత్తిడి పెరుగుదలను సృష్టిస్తుంది.
- పరిష్కరించండి: అధిక పీడన సిలిండర్ల కోసం బ్యాకప్ రింగ్ రీన్ఫోర్స్డ్ సీల్స్ను ఇన్స్టాల్ చేయండి.
5.2 సంచిత అంతర్గత వెనుక ఒత్తిడి
- అడ్డుపడే రిటర్న్ పైపులు సీల్స్ను బయటికి నెట్టి లీకేజీని ప్రేరేపిస్తాయి.
- పరిష్కరించండి: క్రమం తప్పకుండా ఆయిల్ రిటర్న్ పైప్లైన్లను క్లియర్ చేయండి.
VI. సరికాని ఆయిల్ సీల్ ఎంపిక
6.1 పని పరిస్థితుల కోసం తప్పు రబ్బరు పదార్థం
- వేడి మైనింగ్ పరికరాలపై సాధారణ NBR సీల్స్ 300 గంటల్లో పగుళ్లు ఏర్పడతాయి.
- ఎంపిక గైడ్: సాధారణ ఉష్ణోగ్రత కోసం NBR; అధిక వేడి కోసం FKM.
6.2 తప్పు సీల్ నిర్మాణం &పరిమాణం
- నాన్-స్కెలిటన్ సీల్స్ స్టాటిక్ అల్ప పీడన వినియోగానికి మాత్రమే సరిపోతాయి.
- సేకరణ చిట్కా: సీల్స్ను ఆర్డర్ చేసేటప్పుడు ఒత్తిడి, ఉష్ణోగ్రత మరియు వేగాన్ని అందించండి.
VII. నిల్వ నుండి రబ్బరు వృద్ధాప్యం & ఎక్కువ కాలం నిష్క్రియ సమయం
7.1 దీర్ఘకాలిక స్టాక్ వృద్ధాప్యం
- కాంతి మరియు గాలి ఆక్సీకరణ ఉపయోగించని సీల్స్ స్థితిస్థాపకతను కోల్పోతాయి.
- నియమం: సీల్ నిల్వ సమయం ≤24 నెలలు, FIFO స్టాక్ నిర్వహణను అనుసరించండి.
7.2 సుదీర్ఘ మెషీన్ షట్డౌన్ నుండి శాశ్వత ఇండెంటేషన్
- స్టేషనరీ సీల్స్ ఒక ప్రదేశంలో నొక్కి ఉంచబడతాయి మరియు పునఃప్రారంభించిన తర్వాత లీక్ అవుతాయి.
- పరిష్కరించండి: నిష్క్రియ పరికరాల కోసం నెలవారీ సిలిండర్లను ఉపసంహరించుకోండి & పొడిగించండి.
VIII. విరిగిన దుమ్ము రక్షణ భాగాలు
8.1 దెబ్బతిన్న దుమ్ము వైపర్లు
- మట్టి మరియు కంకర విరిగిన వైపర్లను దాటుతుంది మరియు సీల్ పెదాలను వేగంగా ధరిస్తుంది.
- నియమం: నిర్వహణ సమయంలో డస్ట్ వైపర్ మరియు ఆయిల్ సీల్ని కలిపి మార్చండి.
8.2 పగిలిన పిస్టన్ రాడ్ రక్షణ స్లీవ్లు
బహిరంగ నిర్మాణ యంత్రాలు చెక్కుచెదరకుండా కవర్లు లేకుండా సులభంగా దుమ్మును సేకరిస్తాయి.
IX. అధిక రన్నింగ్ స్పీడ్ & డ్రై ఫ్రిక్షన్
9.1 ఓవర్-లిమిట్ రెసిప్రొకేటింగ్ స్పీడ్
- హై-స్పీడ్ కదలిక రాపిడి వేడిని కలిగిస్తుంది మరియు రబ్బరు పెదాలను కాల్చేస్తుంది.
- ప్రామాణికం: సాధారణ సీల్ వేగ పరిమితి ≤0.5m/s.
9.2 లూబ్రికేషన్ నష్టం & పొడి రాపిడి
- ఆయిల్ ఫిల్మ్ మిస్ అయితే ప్రత్యక్ష రాపిడి మరియు తక్షణ సీల్ దెబ్బతింటుంది.
- నిషేధం: తగినంత హైడ్రాలిక్ ఆయిల్ లేకుండా ఖాళీ సిలిండర్ ఉపసంహరణ.
X. విఫలమైన అంతర్గత ఉద్రిక్తత స్ప్రింగ్స్
10.1 తుప్పుపట్టిన లేదా వదులుగా ఉండే సీల్ స్ప్రింగ్లు
- స్ప్రింగ్స్ సరఫరా హోల్డింగ్ ఫోర్స్; తుప్పుపట్టిన స్ప్రింగ్లు స్థిరంగా లీకేజీకి కారణమవుతాయి.
- తుప్పు ట్రిగ్గర్: రెయిన్వాటర్ మరియు ఎమల్సిఫైడ్ హైడ్రాలిక్ ఆయిల్.
10.2 భర్తీ సమయంలో స్ప్రింగ్ కోల్పోయింది
ఫిట్టింగ్ తర్వాత వెంటనే చమురు లీకేజీకి కారణమయ్యే సాధారణ మానవ తప్పిదం.
తీర్మానం
పునరావృత చమురు సీల్ లీకేజ్ అరుదుగా మాత్రమే లోపభూయిష్ట సీల్స్ నుండి వస్తుంది; చాలా లోపాలు చెడు అసెంబ్లీ, తప్పు ఎంపిక మరియు క్రమరహిత నిర్వహణ నుండి ఉత్పన్నమవుతాయి. ఈ గైడ్ అంతర్జాతీయ సీలింగ్ ప్రమాణాలను అనుసరిస్తుంది మరియు వర్క్షాప్ శిక్షణ కోసం ఉపయోగించవచ్చు. మీరు సరిపోలే ఆయిల్ సీల్ మోడల్లను నిర్ధారించలేకపోతే లేదా నిరంతర లీకేజీ సమస్యలను పరిష్కరించలేకపోతే, ఉచిత అనుకూలీకరించిన సీలింగ్ పరిష్కారాల కోసం మీ మెషిన్ రకం, పని ఒత్తిడి మరియు హైడ్రాలిక్ ఆయిల్ రకాన్ని మాకు పంపండి.